


Testing of Join Connections

Specifications
 Represented in Romania by KIMET Srl
Represented in Romania by KIMET Srl
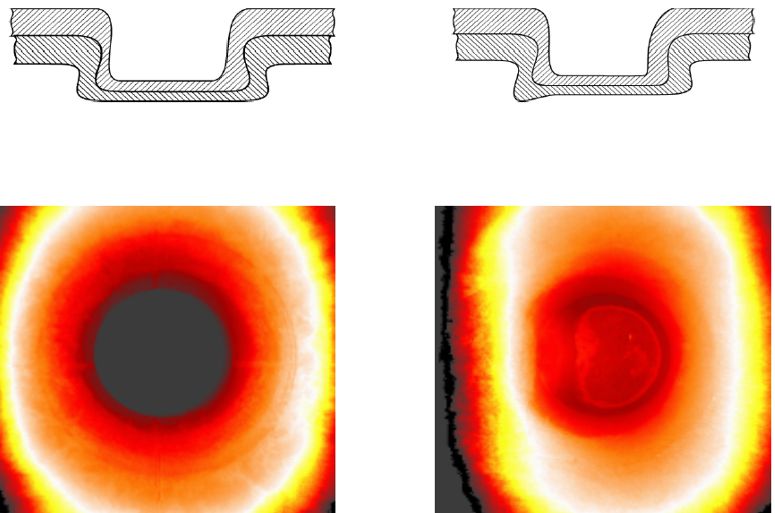 Comparison of a flawless and a flawed clinch point Comparison of a flawless and a flawed clinch point |
Testing of joints
The increasing material mix of modern vehicle structures and the advancing electric drives leads to an increasing number of quality- and safety-relevant joints in the automotive industry. Induction thermography offers itself as a non-destructive testing methods for the quality assessment of the join connections both in the production environment and in maintenance if at least one of the joint parts is metallic. Then, the joints can be heated efficiently and a non-destructive testing based on the resulting heat flow can be performed. Induction thermography can solve inspection tasks which are difficult or impossible to implement with other test methods, such as the testing of resistance welding, soldering or structural adhesive joints between glass and metal. Especially strength-relevant defects like delaminations or reduced connection crosssections can be detected very sensitively
|
|
|
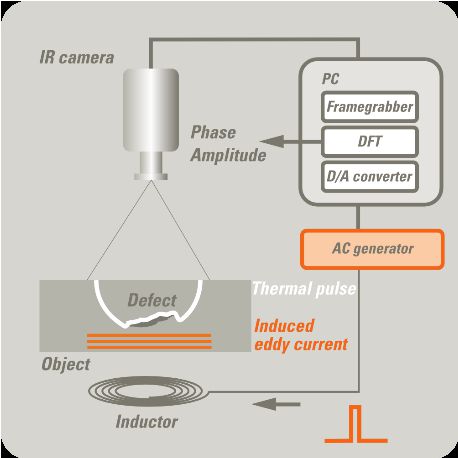 |
PrincipleInduction thermography changes the thermal equilibrium of the specimen for a short time by a local heating resulting form an eddy current pulse. The non-uniform temperature distribution in the component causes a heat flux which is influenced by regions with high thermal impedances (boundary surfaces) or thermally insulating properties (voids). This allows a quality assessment of joints, as flawed joints (e.g. delaminations or lack of connections) usually have such thermal properties. After the heat pulse, the infrared camera grabs an image sequence which displays the temperature change of the surface as a result of the heat transport. The image sequence is converted pixel by pixel into a phase image which shows the local temporal delay of the thermal wave by means of false color. Thus, the imaging and reliable differentiation of flawed areas with a disturbed or suppressed heat transfer from flawless regions (undisturbed heat transfer) is possible.
 |
The SystemThe induction provides a local highly efficient heating of the component which is locally limited to the measuring field. The technique can always be applied when at least one of the join materials is electrically conductive. A contact to the component is not always necessary. The heating is achieved by specially developed inductors which are tuned for the particular application. They do not require any active cooling, are completely enclosed and exchangeable via plug connectors. The induction generators are optimized to the needs of thermography and allow a compact design of the test system. The test time is very short due to the pulse-phase technique. Depending on the materials and the total thickness of the joints, the measurements of one measuring field usually can be performed within a fraction of a second, only in exceptional cases up to 30 seconds are required.
Application
Join connections are indispensable in many areas of automotive engineering as well as in other industrial sectors. They are responsible for load bearing structures, for impermeability or for the electrical connection. The spectrum of join connections ranges from adhesive and mechanical joints of different variants to soldering to welding connections. However, the join processes can lead to flawed joints due to parameter variations or tolerances of the joining part. With induction thermography, strengthrelevant defects such as geometric deviations (connection cross-section, thickness), lack of connection, debonding and delamination of the joining partners and porosity can be detected reliably and reproducibly
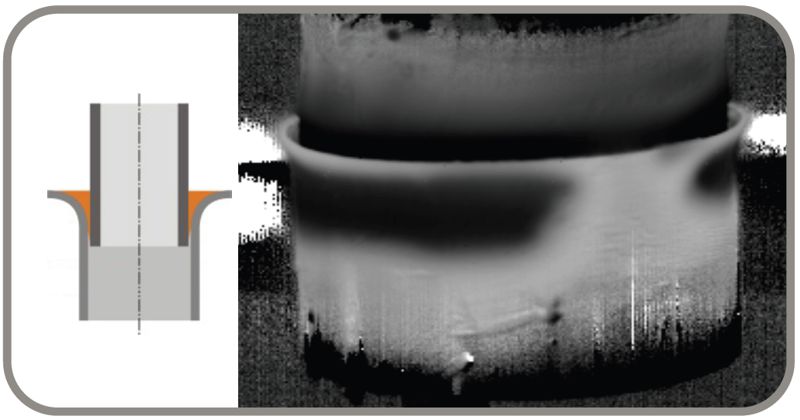 Incompletedly filled soldering gap in lap of a pipe joint Incompletedly filled soldering gap in lap of a pipe joint |
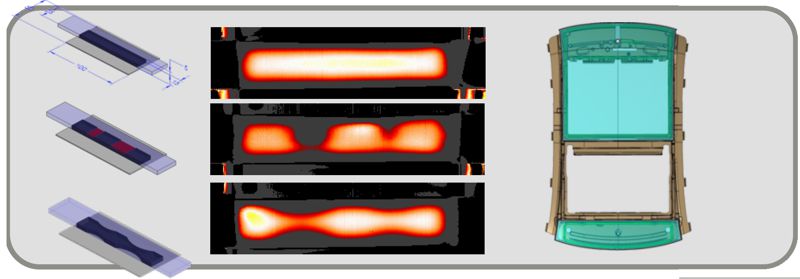 Defects of a glass / metal structural adhesive joint of a panoramic roof of a car Defects of a glass / metal structural adhesive joint of a panoramic roof of a car |









